

 您的位置:
您的位置:
服务热线
0517-86429912
PROUCTS LIST
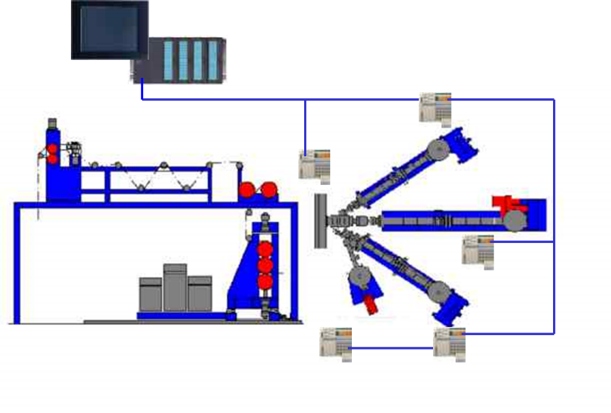
挤出设备主要用于热塑性塑料,是塑机三大类(注塑/挤出/吹塑)之一,在塑料加工中占有极其重要的地位,可用于成型管材、棒材、线材、板材、薄膜、电缆电线的包覆以及其它各种截面形状的异型材(例如塑钢门窗)。

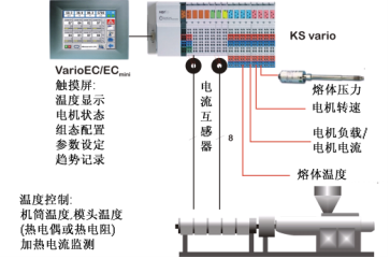
在塑料的实际生产过程中,温度控制的稳定与否直接决定了产品的品质,并且与整机能耗息息相关。挤出机/挤出生产线的温度控制往往涉及十几个到几十个控制回路(多台主机+辅机),相关控制主要包括机筒温度(加热/冷却控制,多个温区),模头温度(加热控制,多个温区),熔体温度,熔体压力以及主电机转速和给料电机转速。其中筒身和机头各部分温度的准确控制对提高塑料制品的产量和质量有着至关重要的意义:挤出温度低了,会造成负载过大,出料不畅;挤出温度过高,则可能导致材料特性变化使成品报废。因此,对于挤出机来说,温控产品的选择尤其重要。
目前国内塑料挤出机的温控方案一般有三种:
1、分立仪表(不推荐)
根据加工工艺的要求,各区采用温控表+固态继电器(电加热)+ 电磁阀(风冷或水冷)的方式分别控制。这种控制方案在静态下效果还可以,但是动态下的控制(正常工作),即使是风冷也只能说一般,就更不用说水冷设备了,并且分立式结构也不利于加热电流监视功能的实行(因其每一路都需要一个单独的电流互感器),此外多台温控表的使用,使整个电路结构变得复杂化,安装、接线以及调试都比较麻烦,一方面提高了人工成本,另一方面也增加了故障几率。

2、纯PLC控制(不推荐)
使用PLC内置的软PID模块来做温度控制, 其集成度超过分立仪表,故障率也低,但对人员技术水平要求较高,现场调试比单表麻烦得多,并且由于PLC在浮点运算功能上的限制,其实际控制效果甚至还不如单表(因其 PID功能非常简单), 而且此方案不支持加热电流监视功能。

3、z用回路控制模块(推荐)

为了弥补前二种方案的缺点,近年来使用z用PID控制模块的越来越多。使用MLC9000等z用闭环多回路控制模块来集中处理温度控制,每个模块2-4路控制,简化了安装、调试和接线,但这些模块其实质是将多块单表取消显示,整合到一个模块当中, 在算法上并无实质改进。作为它们的增强版本, 德国PMA推出了KS vario系统。

关于KS vario
KS vario是德国PMA品牌为多回路温度控制推出的系统化解决方案,由基本控制模块和总线通讯模块两部分构成,集成度高且扩展灵活,特殊PID算法确保复杂工况下仍具有非常高控制精度,广泛应用于塑料挤出、电子、半导体、光伏、包装机械、热处理工业炉、热流道、干燥器、燃烧器和锅炉控制、灭菌器等诸多工业领域。
灵活的通讯方式
支持MODBUS ,PROFIBUSDP, CANOPEN, DEVICENET, ETHERNET, PROFINET等
温控精度
达到+/-0.5
软启动功能
设备启动时,用户可以z定一个限定的功率输出将设备预热到一个z定温度并保温一段z定的时间后再进入正常工作状态。软启动和同步升温功能,对于避免温度超调、缓解螺杆和筒身因为不均匀升温而产生的内应力、延长设备使用寿命非常有帮助,这两者可以分别单独打开和关闭。
同步升温功能
设备启动时,用户可以规定哪些温区需要均匀升温(升温时各温区相互之间的温差不能超过某一设定值),升温到设定温度后,该项限制自动取消。软启动和同步升温功能,对于避免温度超调、缓解螺杆和筒身因为不均匀升温而产生的内应力、延长设备使用寿命非常有帮助,这两者可以分别单独打开和关闭。
如需了解更多产品和应用信息,